
Primer application in elastomer processing - basics, function and process reliability
1. what are primers and adhesion promoters used for?
Primer is a chemical bonding agent system that is applied to the carrier material as the first coating layer in the manufacture of rubber-metal or rubber-plastic composite parts in order to enable a permanent bond between the elastomer and the substrate.
After application and drying, the primer forms a reactive intermediate layer that reacts chemically both with the metallic or polymer surface and with the rubber that cross-links during vulcanisation. This results in a firm, non-destructive adhesion.
In practice, an adhesion promoter system often consists of a primer and a cover coat, which are matched to each other. The quality of the adhesion depends, among other things, on the surface pre-treatment, the application method and the vulcanisation parameters.
As metals, plastics and elastomers only react with each other to a limited extent due to their different chemical structures and surface properties, it is often not possible to create a mechanically resilient bond between these material systems without special measures. Primers and vulcanisation adhesion promoters are used to ensure adhesion between the components. The primer application is used for targeted surface preparation of the substrate, while the bonding agent forms a chemical bond with the elastomer during vulcanisation.
The aim of any rubber-metal or rubber-plastic adhesive bond is for the bond between the rubber, bonding agent and substrate to be stronger than the cohesion of the rubber material itself. An optimally designed bond therefore exhibits cohesive failure in the rubber in the event of breakage. If, on the other hand, adhesion fractures occur at the interfaces or delamination within the primer or bonding agent layers, this indicates an unsuitable choice of material or process errors.
2. how is an adhesive bond constructed?
The oldest commercial methods for bonding elastomers and metal do not require special primers and adhesion promoters. They are based on the ability of some metals or alloys to form direct bonds with sulphur. Important representatives are copper, brass and nickel, which are galvanically or chemically deposited on the substrates. In a historical context, lead can also be mentioned, which is now only used to a very limited extent for environmental reasons. A prerequisite for sulphide formation with the carrier material is always the presence of a sufficient amount of sulphur in the vulcanisation system of the elastomer, which is why the application is limited to sulphur-crosslinkable polymers. A reliable and universally realisable bond between a substrate and an elastomer can be achieved by using special primers and adhesion promoters. Due to the large variety of elastomers, each with specific cross-linking systems and additive packages, a correspondingly wide range of bonding systems is also required to achieve an optimum bond for each combination. A basic distinction is made between one-coat bonding systems (self-priming) and two-coat bonding systems, consisting of primer and bonding agent.
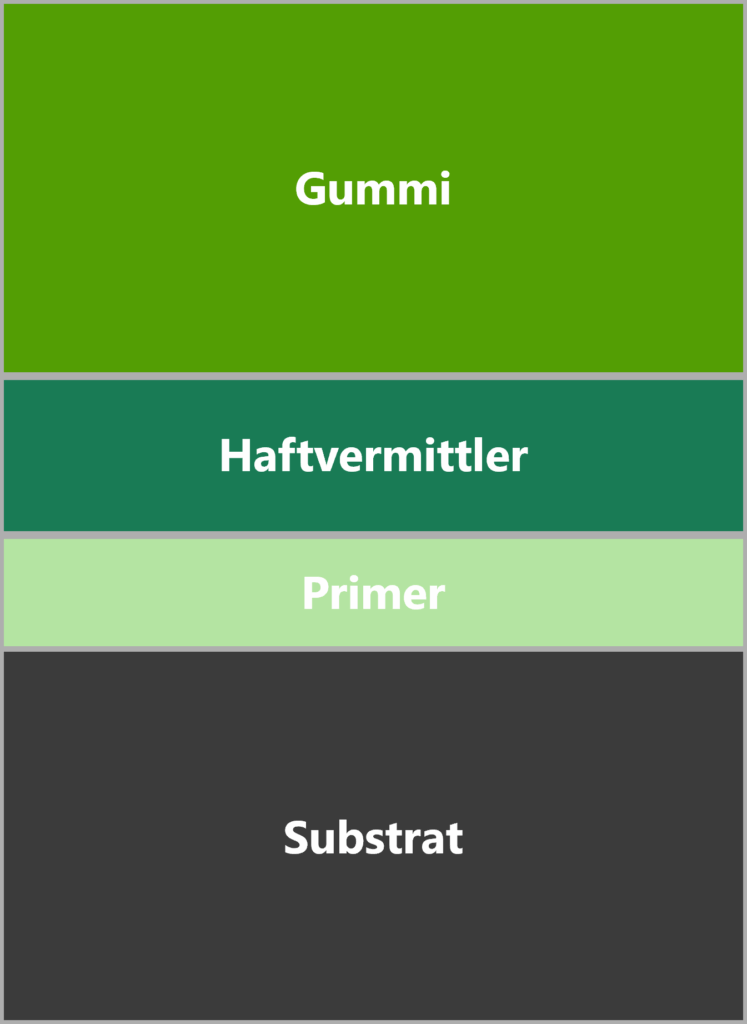
Figure 1: Bonding of rubber and substrate (metal) by adhesion promoter and primer
The adhesive bond between the substrate and elastomer is multi-layered and comprises several functional phases, each of which takes on specific tasks in the transition from the substrate to the elastomer.
The transition between metal or plastic and the primer is characterised by a combination of chemical, physical and mechanical mechanisms. In addition to classic chemical bonds through chemisorption, physical forces also act at the interface due to van der Waals and dipole-dipole interactions. The latter are particularly important for non-reactive substrates. Mechanical anchoring in the microstructure of the substrate surface also contributes to adhesion.
The boundaries between primer and adhesion promoter and between adhesion promoter and elastomer are much more diffuse in the vulcanised component than the boundaries between substrate and primer. In addition to chemisorption, diffusion and cross-linking processes take place within the phases and beyond the phase boundaries. Diffusion results in a continuous gradient of the modulus of elasticity. This avoids jumps in stiffness, where stress concentrations can otherwise occur under load, leading to localised material failure.
Primers and adhesion promoters usually consist of mixtures with the following main components in variable concentrations:
- polymeric binders (e.g. chloroprene, nitrile or phenolic resins),
- resins or rubbers in solution,
- reactive components (e.g. isocyanates).
The entire system, consisting of primer, adhesion promoter and elastomer, is cross-linked or cured or otherwise chemically activated in the mould largely simultaneously during vulcanisation. This means that the primer and adhesion promoter must be matched to the vulcanisation parameters of the elastomer in order to achieve reaction kinetics that are as similar as possible.
3. how are rubber and metal joined?
In addition to choosing the right coating for the substrate and elastomer, the correct preparation of the surfaces and the correct handling of the bonding system are relevant for a permanently mechanically and chemically stable bond.
A contamination-free surface is essential in order to create a permanent bond to the substrate. Metals tend to form superficial oxides in the ambient air. Although oxides can also have an adhesive effect, they usually make chemisorption more difficult. Residues from production and handling, primarily greases and oils, also prevent the primer from adhering cleanly to the surface. Both chemical and mechanical cleaning processes are necessary to prepare the substrate surface.
The first chemical cleaning is carried out by vapour degreasing, whereby the soiling is dissolved by a condensing organic solvent and rinsed off. The oxides are then removed from the surfaces mechanically by sandblasting or grinding. The size and shape of the abrasive affect the surface roughness and therefore also the adhesion. In the case of particularly high cleanliness requirements, a further degreasing step may be necessary, as recontamination is possible due to oil residues in the blasting material or the compressed air supply of the blasting system. Further surface treatments such as chemical coatings (e.g. phosphating, electroless nickel) or plasma treatments may be necessary depending on the system and substrate used. The methods used for surface preparation aim to provide a surface with the highest possible surface energy, which can be optimally wetted by the primer.
Primers and adhesion promoters can be applied to the surfaces either by spraying, dipping, brushing or rolling. The process to be used is generally based on economic aspects such as quantities and costs. In order to avoid the formation of unfavourable oxides on the pre-treated surfaces, it is advisable to keep the dwell time before applying the primer as short as possible. It is also important to ensure that no contamination from process materials enters the ambient air. Particular mention should be made here of release agents that are applied to the mould by spraying before the mould is closed, whereby aerosols can be released into the environment.
Primers and adhesion promoters are available in solvent- or water-based, lacquer-like dispersions that tend to separate and sediment during storage. To ensure the most uniform application possible with reproducible dry film thickness, the dispersions must be homogenised before application and diluted to the appropriate viscosity for the respective processing method. In the case of water-based systems, it may also be necessary to preheat the substrate to ensure that the layers dry from the inside out. The layer thicknesses are typically 5-10 µm for primers and 15-25 µm for adhesion promoters.
The cross-linking and curing of all phases involved, from the substrate to the elastomer, within the individual phases and across the phase boundaries, take place under the influence of heat during vulcanisation in the mould. It is important to ensure that the curing processes in the primer and bonding agent begin as soon as the parts are placed in the warm mould (prebake), which can impair subsequent bonding to the elastomer if the pre-reaction is too long. This results in maximum cycle times. If there is insufficient heat transfer to the substrate, the temperature may not be sufficient to fully cure the coating (undercure).
4. what are typical defect patterns in adhesion between rubber and metal?
Defects in the bond in the adhesive bond from the substrate to the elastomer are usually characterised by component failure due to static or dynamic overloading, chemical ageing or corrosion. A bonded joint is considered to be correctly executed if the failure occurs within the correctly cross-linked elastomer phase (cohesive fracture). The results of the component test are given as a percentage of the rubber coverage of the surface. A result of 100 % rubber coverage means that there was no failure of the bonding system at any point.
The damage patterns are characterised according to the location of the failure, which provides information about the cause of the failure. Process-related problems are usually revealed by the failure of the bonding agent/substrate interfaces on metallic components (CM Cement-to-Metal) or elastomer adhesion promoter (RC Rubber-to-Cement). In addition, failure between primer and adhesion promoter can occur in two-coat systems.

Figure 2: Typical failure patterns: Failure between primer and substrate (CM, left), between adhesion promoter and rubber (RC, centre) and between adhesion promoter and primer (CP, right).
Adhesion promoter-substrate failure (CM)
This failure occurs at the substrate surface, i.e. both at the primer-substrate interface in two-coat systems and at the adhesion promoter-substrate interface in one-coat systems. Primers and adhesion promoters are usually mixed with different pigments for better differentiation. Primers are usually grey, while adhesion promoters are black. CM failure can therefore be identified by the primer layer remaining on the elastomer.
Reasons for CM failure
- Error in the application of the adhesion promoter
- Incorrect mixing ratio of active ingredients due to insufficient homogenisation before application
- Incorrect layer thickness due to insufficient or excessive thinning
- Evaporation of the solvent before the surface has been wetted, especially when applied by spraying
- Contamination of the substrate surface by oils in the process air or release agents from neighbouring processes
- Inadequate surface cleaning (chemical, mechanical)
- Corrosion of the base material if the substrate is insufficiently protected by primer and adhesion promoter
Elastomer coupling agent failure (RC)
If the boundary layer between the elastomer and the bonding agent fails, the bonding agent remains on the component as a hard black film. As many elastomers are also black due to the addition of carbon black, it is not always possible to distinguish them visually. This is particularly true if the elastomer fails cohesively very close to the phase transition, leaving a thin layer of elastomer on the intact coating. A distinction can be made using a pencil. The hard adhesion promoter cannot be described with an elastomer layer.
Reasons for RC failure
- Error in the application of the adhesion promoter (see CM)
- Errors in the process management
- Early hardening in the mould (prebake)
- Curing of the adhesion promoter during coating, especially with infrared drying
- Insufficient heat input in the mould
- Abrasion of the coating due to mechanical stress during transfer or injection moulding
Adhesion promoter primer failure (CP)
Failure at the interface between adhesion promoter and primer in two-layer systems often results from contamination of the primer surface, insufficient homogenisation or drying of adhesion promoter or primer. Plasticisers that diffuse from the elastomer into the primer-adhesion promoter interface can also lead to problems.
Summary
The types and mechanisms of damage are manifold. The first step in analysing the defect must always be to determine the exact point of failure (CM, CP, RC). The following steps in particular are necessary to achieve good adhesion:
- Correct preparation of the substrate
- Correct selection of the bonding system
- Correct preparation of primer and adhesion promoter
- Correct application of the bonding system
- Correct process management in the mould
5 How is quality assurance carried out?
Ongoing quality control is essential to ensure consistent quality. The viscosity should be continuously monitored during the preparation of the bonding systems and especially during application via open baths. If necessary, solvent lost through evaporation must be equalised in order to maintain the processing viscosity. In addition to a visual inspection of the applied layers, the layer thicknesses can be measured independently of the tester, reproducibly and, if necessary, automatically by means of induction.
Relevant standards offer standardised destructive test methods to determine the tensile, shear and peel strength of the adhesive bond (e.g. ASTM D-429, ISO 814, ISO 813, ISO 5600).
By assigning batch numbers, documenting process and environmental parameters and recording expiry dates, complete process documentation is possible. This allows the causes of liability problems to be efficiently traced in the event of damage or complaints.
6 What environmental aspects need to be considered for adhesive systems?
Conventional adhesive systems are predominantly solvent-based. Solvents can be alcohols, ketones and halogenated or aromatic substances that are released into the environment during the drying process. Complex exhaust air after-treatment is often required to comply with occupational health and safety and emission protection regulations.
Many historical bonding systems also contained lead or other heavy metals, which can lead to conflicts with disposal and recycling guidelines. To reduce emissions, halogen- and heavy metal-free alternatives have been developed, including specialised systems such as silicone adhesion promoters, which offer comparable strength and robustness. Water-based systems can usually be applied using the same processes as solvent-based systems, but sometimes require adjustments to the process control.
7. conclusion
Coating the substrate with a primer is a key step in the production of rubber composite parts. It enables the permanent bonding of different materials and protects the sensitive boundary layer from moisture, corrosion and chemical influences. Precise surface preparation, correctly adjusted layer thicknesses of primer and bonding agent as well as controlled drying are decisive for the quality of the bond. Errors in this process can significantly reduce adhesion and shorten the service life of the components. Consistent quality assurance creates the basis for durable and high-performance rubber composite parts.