
Fluororubber (FKM): Suitable for high-temperature applications
FKM (fluororubber) is a synthetic, highly fluorinated elastomer based on copolymers of vinylidene fluoride (VDF) and other fluorinated monomers.
Due to its high fluorine content, FKM has excellent resistance to mineral oils, fuels, aromatic and aliphatic hydrocarbons, many chemicals and high temperatures. The typical application temperature range is between around -30 °C and +220 °C, and even higher for special types.
FKM is also characterised by very low gas permeability, good ageing resistance and high media resistance. Compared to NBR, FKM offers significantly higher temperature and chemical resistance, while its low-temperature flexibility is limited. Compared to EPDM, FKM is resistant to oil and fuel, but less suitable for hot water and steam.
The high fluorine content gives the polymer structure exceptional stability, which is reflected in high temperature resistance, excellent media resistance (liquids and gases) and very good ageing stability.
Common components therefore include e.g. Rubber-metal seals, if the seal needs to be resistant to oils, greases, fuels, many chemicals or higher temperatures, or Membranes, if media resistance and temperature are more important than cost or maximum flexibility.
1. what is FKM?
Fluoro rubber, usually referred to by the abbreviation FKM (fluoro rubber material), is a group of materials within the synthetic rubbers and belongs to the fluorinated elastomers. FKM is particularly known for its resistance to aggressive media such as oil, fuels, acids and alkalis.
What is the difference between FKM, FPM and Viton?
FKM is the abbreviation according to the ASTM standardisation system, while FPM (fluoropolymer material) is the corresponding term in the ISO and DIN environment. The name Viton® is also widely used. Historically, the name Viton® goes back to the developments of DuPont (now Chemours) in the 1950s. The aim was to develop an elastomer that could withstand the increasing demands of the aerospace and chemical industries. Viton® was first introduced commercially in 1957 and set new standards in terms of temperature, chemical and ageing resistance. Due to its early market dominance, the brand name Viton® became synonymous with FKM materials for decades - similar to „Teflon“ for PTFE.
In a technical context, we therefore do not refer to Viton®, but to FKM (according to ASTM) or FPM (according to ISO/DIN). Viton® is merely a prominent example of a brand within this family of materials. Fluororubber is now offered by many other manufacturers under their own trade names. Viton®, FKM and FPM therefore refer to the same group of fluorinated high-performance rubbers.
How is FKM categorised within the elastomers?
While many elastomers have balanced mechanical properties and a wide range of applications, the application profile of FKM is primarily defined by its exceptionally high chemical and thermal resistance.
The high fluorine content results in a very stable molecular structure that is significantly less sensitive to heat, oxidation and aggressive media than non-fluorinated standard elastomers (e.g. NBR or EPDM-based elastomers).
How did FKM come about historically?
The development of fluororubber began in the 1950s with the aim of providing elastomer materials for significantly higher thermal and chemical loads. Conventional rubbers showed accelerated ageing or insufficient resistance to chemically aggressive media under these conditions, which led to the need for new, more efficient polymer structures.
What is the chemical structure of FKM?
The chemical difference between FKM and non-fluorinated elastomers lies in the high proportion of carbon-fluorine compounds (C-F) within the polymer chains. This bond is one of the most stable chemical bonds in organic polymers and forms the basis for the exceptional chemical and thermal stability of the material.
Chemically, (standard) FKMs are fluorinated copolymers in which hydrogen atoms in the polymer structure are partially replaced by fluorine atoms. The structure is made up of various fluorine-containing and partially fluorinated monomers, typically vinylidene fluoride (VDF), hexafluoropropylene (HFP) and - in the case of higher grades - tetrafluoroethylene (TFE).

Figure 1: Polymer structure of fluororubber (FKM) as a copolymer of vinylidene fluoride (left) and Hexafluoropropylene (centre), which by polymerisation forms an FKM copolymer (right).
The fluorine atoms form a dense, chemically shielding shell around the polymer main chain. This shielding considerably reduces the polymer's vulnerability to chemical reagents, oxygen and thermal stress. At the same time, the strong polarisation of the C-F bonds leads to limited mobility of the polymer chains, which results in limited low-temperature flexibility (elastic behaviour at low temperatures).
How can FKM be modified?
FKM is a group of fluorinated elastomers whose properties are specifically adjusted by the polymer structure and the cross-linking chemistry. FKM grades differ primarily in their fluorine content, the composition of the monomers and the type of crosslinking sites (cure sites). These parameters determine the temperature resistance, media resistance, low-temperature behaviour and long-term mechanical behaviour of the material.
Influence of the fluorine content
The fluorine content is one of the key distinguishing features of FKM grades:
- Low to medium fluorine content (approx. 65-68 wt.-%): Good resistance to oils and fuels with slightly better low-temperature flexibility.
- High fluorine content (approx. 68-70 wt.-% and above): Very high chemical and thermal resistance, but limited flexibility at low temperatures.
FKM terpolymers (application-related further development of FKM copolymers) contain an additional third monomer. This enables additional customisation of the material properties, for example:
- Increase in the total fluorine content,
- Improved chemical resistance,
- Targeted influencing of low-temperature flexibility.
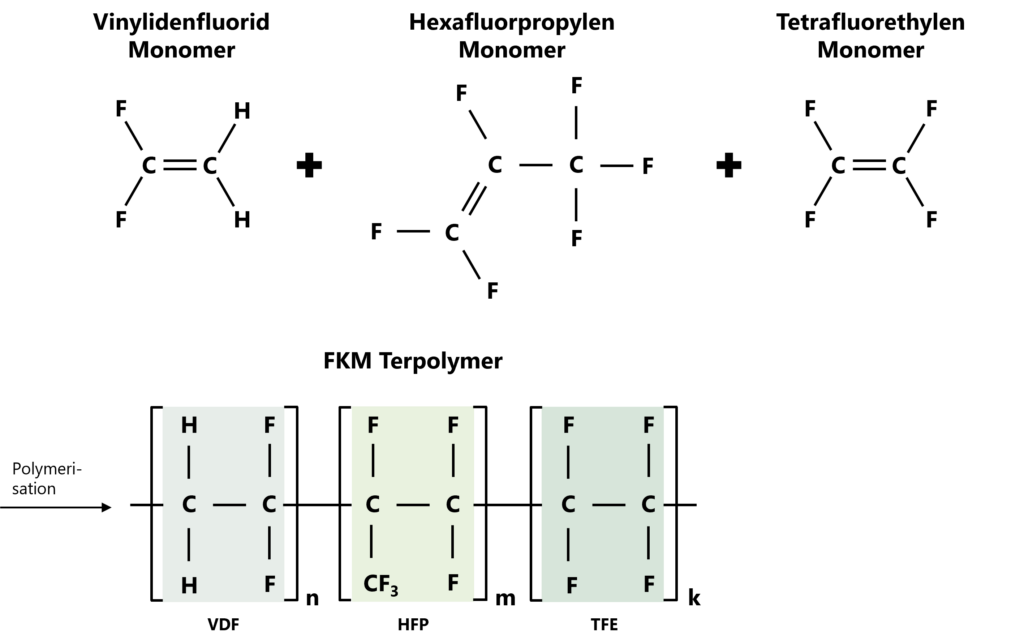
Figure 2: Polymer structure of fluororubber (FKM) as a terpolymer of vinylidene fluoride (top left), hexafluoropropylene (top centre) and tetrafluoroethylene (top right), which form an FKM terpolymer (bottom centre) through polymerisation.
Significance of the cure site monomers
Cure-site monomers provide specific reactive sites (e.g. Br atom) in the otherwise very stable polymer backbone of FKM rubber and enable controlled vulcanisation. Among other things, they influence the compression set (permanent deformation after release), the thermal stability of the cross-linking and the long-term mechanical behaviour.
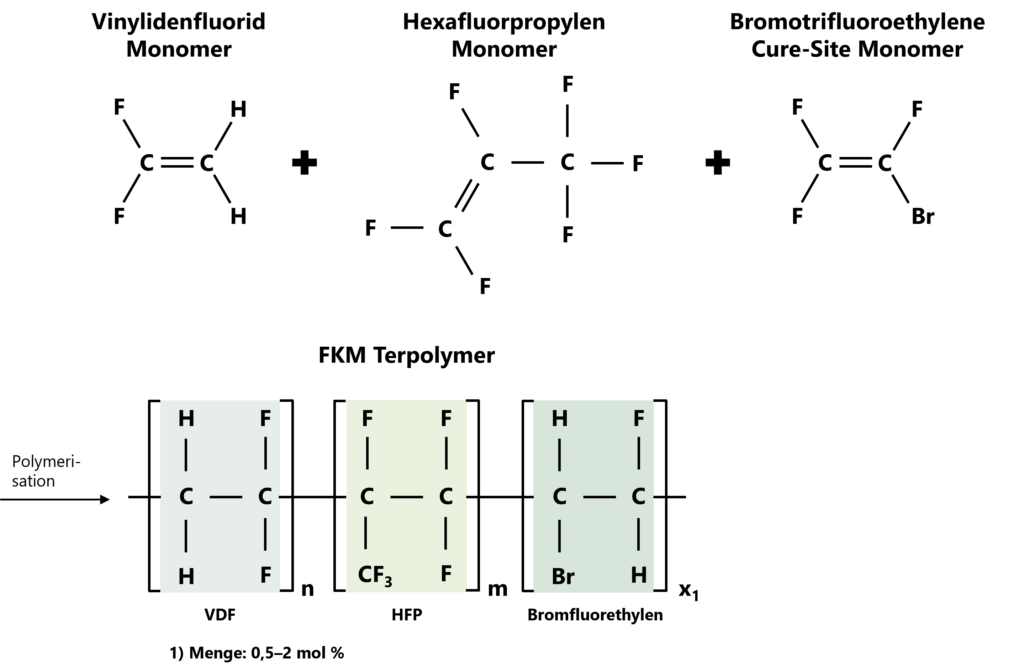
Figure 3: Polymer structure of fluororubber (FKM) as a terpolymer with Cure-Site monomers of vinylidene fluoride (top left), hexafluoropropylene (top centre) and bromotrifluoroethylene Cure-Site monomer (top right), which form an FKM terpolymer with Cure-Site monomer (bottom centre) by polymerisation.
2. FKM properties
FKM compounds are characterised by their high thermal resistance and can be used for both permanent temperature loads and short-term temperature peaks. The permissible temperature application range is significantly higher than that of classic elastomers (non-fluorinated standard elastomers such as NBR or EPDM).
Another key property is its very good resistance to mineral oils, fuels, greases and many organic solvents. FKM is also highly resistant to ageing, ozone and weathering and has low gas and vapour permeability. Mechanical properties such as rebound resilience, tear resistance and abrasion are limited.
What are standards & guidelines for FKM?
The group of fluororubber materials is classified according to international classification, testing and evaluation standards in accordance with ISO 1629 and ASTM D1418. These standards serve to clearly categorise the material type, but not to define specific properties.
The evaluation of mechanical parameters is based on general elastomer testing standards. These include ISO 37 (tensile test), ISO 48 (hardness), ISO 34 (tear propagation resistance) and ISO 815 (compression set). Long-term thermal stability is usually assessed using heat ageing tests in accordance with ISO 188. Tests in accordance with ISO 1817 are used to assess media resistance. This involves determining changes in volume, mass and properties after predefined contact with liquids. These tests are particularly relevant as the actual media resistance is heavily dependent on the compound structure and cross-linking.
For components with standardised geometry, in particular seals, geometric standards such as DIN ISO 3601 (O-rings) or DIN 7863 are also used. These standards define dimensional tolerances and shape requirements without specifying the elastomer material used.
Purity & cleanliness requirements
In addition to the classic mechanical and chemical properties, purity and cleanliness requirements are playing an increasingly important role for FKM compounds. These are generally not regulated by independent standards, but result from application and process-specific specifications.
The focus is particularly on extractable and migratable components, low-molecular residues and particulate impurities. Although the fluorinated polymer backbone of FKM rubber generally favours low extraction and migration rates due to its high chemical stability, the actual purity is largely determined by the compound composition, the selection of raw materials and the process control.
Purity requirements must therefore always be defined on a material and application-specific basis and do not represent a generalised material characteristic value, but rather the result of a targeted material design.
Limits of FKM
There are limitations in terms of mechanical properties such as tear resistance and abrasion resistance. Although the tear strength and abrasion resistance are sufficient for many high-performance applications, they fall short of the values of classic standard elastomers such as NBR or EPDM. FKM also has low rebound resilience and a low compression set. In addition, FKM materials are generally more expensive than non-fluorinated elastomers.
3. processing & production of FKM rubber
Due to the high stability of the fluorinated polymer chains, FKM has only a low natural reactivity. Special cross-linking mechanisms are therefore required to develop elastic properties.
Polymer structure and fluorine content define the basic material properties, while cross-linking and compounding influence the mechanical behaviour and long-term stability. The elastic material behaviour is formed by vulcanisation, resulting in a three-dimensional elastomer network. As highly fluorinated polymer chains only have a few reactive sites, many FKM grades contain cure-site monomers that enable controlled cross-linking.
How is FKM vulcanised?
Bisphenol or peroxide crosslinking systems are predominantly used for the vulcanisation of fluororubber. The choice of crosslinking system particularly influences the compression set, the thermal stability of the crosslinking and the long-term mechanical behaviour of the material. Cross-linking density and type of cross-linking influence elasticity, dimensional stability and low-temperature behaviour.
FKM rubber is vulcanised in moulding processes such as compression moulding, transfer moulding and injection moulding. Due to outgassing during processing, care must be taken to ensure that the gases escape evenly during the moulding process. In addition, the hardness of fluororubber (from Shore 50A) requires special attention when designing the processes.
4. material comparison: FKM vs. other elastomers
For FKM, comparisons with EPDM, NBR and silicone (VMQ) are particularly meaningful, as these materials are often discussed as alternatives in material selection.
| International abbreviation | FKM | EPDM | NBR | VMQ | |
| Hardness range (in Shore) | 50A – 90A | 20A – 95A | 20A – 75D | 20A – 90A | |
|
Mechanical Properties for Room temperature |
Tear resistance | 2 | 3 | 3 | 1 |
| Elongation at break | 2 | 3 | 3 | 4 | |
| Rebound resilience | 0 | 3 | 2 | 3 | |
| Tear propagation resistance | 1 | 3 | 2 | 1 | |
| Abrasion resistance | 2 | 1 | 2 | 1 | |
| Compression set | at max. continuous operating temperature | 0 | 0 | 1 | 0 |
| at room temperature | 1 | 0 | 0 | 0 | |
| Thermal behaviour | Cooling behaviour (Tg) up to °C | -30 | -50 | -30 | -50 |
| Max. Continuous operating temperature up to °C | 220 | 130 | 110 | 220 | |
| Resistance to | Petrol | 3 | 1 | 2 | 2 |
| Mineral oil (at 100 °C) | 3 | 1 | 3 | 2 | |
| Acids (aqueous inorganic acids at RT) | 3 | 3 | 2 | 2 | |
| Alkalis (aqueous inorganic alkalis at RT) | 3 | 3 | 2 | 2 | |
| Water (at 100 °C, distilled) | 3 | 3 | 2 | 2 | |
| Weather and ozone | 3 | 3 | 2 | 3 | |
Table 1: Comparison with selected materials (0 = unsuitable, 4 = very suitable)
What does FKM rubber cost?
Fluororubber is significantly more expensive than other rubbers. Purchase prices for the raw material can vary greatly depending on the compounding, quantity purchased and additives.
| Material | EPDM | NBR | CR | TPE/TPU | Silicone (LSR) | Silicone (HTV) | HNBR | FKM |
|---|---|---|---|---|---|---|---|---|
| Cost factor | x 1,0 | x 1,0 | x 1,2 | x 1,3 | x 1,4 | x 1,8 | x 2,9 | x 3,7 |
Table 2: Cost comparison of FKM with selected materials
Differences between FKM and NBR
FKM and NBR are both considered for applications with oil and fuel contact. NBR is based on a non-fluorinated polymer structure and obtains its media resistance from the acrylonitrile content. As a result, NBR offers good resistance to mineral oils and greases, but reaches its limits at higher temperatures, oxidative media and very aggressive fuel compositions.
Differences between FKM and EPDM
EPDM has a saturated, non-fluorinated polymer backbone and is characterised by very good resistance to weathering, ozone, water and steam. EPDM is only partially resistant to oils, fuels and many organic media, whereas FKM is very resistant. FKM rubber is also significantly more resistant to high temperatures (220 °C vs. 130 °C), but slightly less resistant to low temperatures (-30 °C vs. -50 °C).
FKM, on the other hand, does not achieve its resistance via polar groups, but via the fluorinated structure of the polymer chains. This results in significantly higher temperature and ageing resistance as well as lower swelling in many media. At the same time, FKM is significantly more expensive than EPDM and is therefore only used if the application requires it.
Differences between FKM and silicone (VMQ)
Both materials are suitable for elevated temperatures, but differ significantly in their chemical and mechanical behaviour. Silicone elastomers are characterised by very good low-temperature flexibility and a wide temperature application range, but have comparatively low media resistance to oils, fuels and many chemicals.
In comparison, FKM offers significantly higher chemical stability and lower gas and vapour permeability, but does not achieve the low-temperature flexibility of silicone.
Further information on FKM material and the production of moulded rubber and composite parts can be found in our comprehensive rubber glossary, the Glossary.